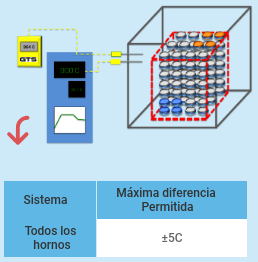
Las pruebas SAT deben realizarse a todos los sistemas
de control, monitoreo y registro de los equipos de procesamiento térmico. Esto no aplica para los sistemas de ‘alto-límite” cuya única función es la de proteger al horno de un sobre calentamiento.
El termopar de prueba empleado para la prueba SAT debe cumplir con los requisitos de precisión que define CQI-9 en
la tabla P3.1.3 de la sección de Pirometría (±1.1°C o ±2°F máximo de error). De igual manera, la tabla P3.2.1 de la misma sección define los requisitos para el instrumento de prueba
- field test instrument (±0.6°C o ±1°F máximo de error).
Las pruebas SAT por el método de sonda deben realizarse trimestralmente o después de algún mantenimiento que pudiera afectar la precisión del sistema de medición como:
• Reemplazo del cable de extensión
• Reemplazo del termopar de control
• Reemplazo del instrumento de control/registro

El método de sonda A es una comparación entre la lectura del sistema de medición del horno y un sistema de medición de prueba corregido.
Al insertar el termopar de prueba, se debe asegurar que la punta se coloque lo mas cerca de la punta del termopar a ser probado, y no mas lejos de 50mm. Una vez colocado en la posición de prueba, se recomienda permitir cierto tiempo para que ambos sistemas alcancen un equilibrio antes de conducir la prueba.
Si la diferencia entre el sistema de medición del horno y sistema de prueba corregido excede de ±5°C (±10°F) entonces se deben conducir acciones correctivas antes de procesar producto. Las acciones correctivas mas comunes consisten en reemplazar el termopar de control, calibrar y ajustar el instrumento de control/registro o una combinación de ambas. De acuerdo a CQI-9, estas acciones deben ser documentadas.
CQI-9 revisión 4 especifica que la prueba SAT debe documentarse y los registros deben incluir como mínimo la siguiente información
a. Identificación del termopar del horno
b. Identificación del termopar de prueba
c. Identificación del instrumento de prueba
d. Fecha y hora de la prueba
e. Valor del setpoint
f. Lectura observada en el sistema de control
g. Lectura observada en el sistema de prueba
h. Factores de corrección del termopar e instrumento de
prueba
i. Lectura corregida del sistema de prueba
j. Diferencia calculada del SAT
k. Nombre y firma del técnico que realiza la prueba
l. Compañía que realiza la prueba (si es externa)
m. Acreditación en ISO/IEC 17025 de la compañía (si es
externa)
n. Aprobación del responsable de tratamiento térmico
